鸿图志展锐意进取

15065800007
15065800007

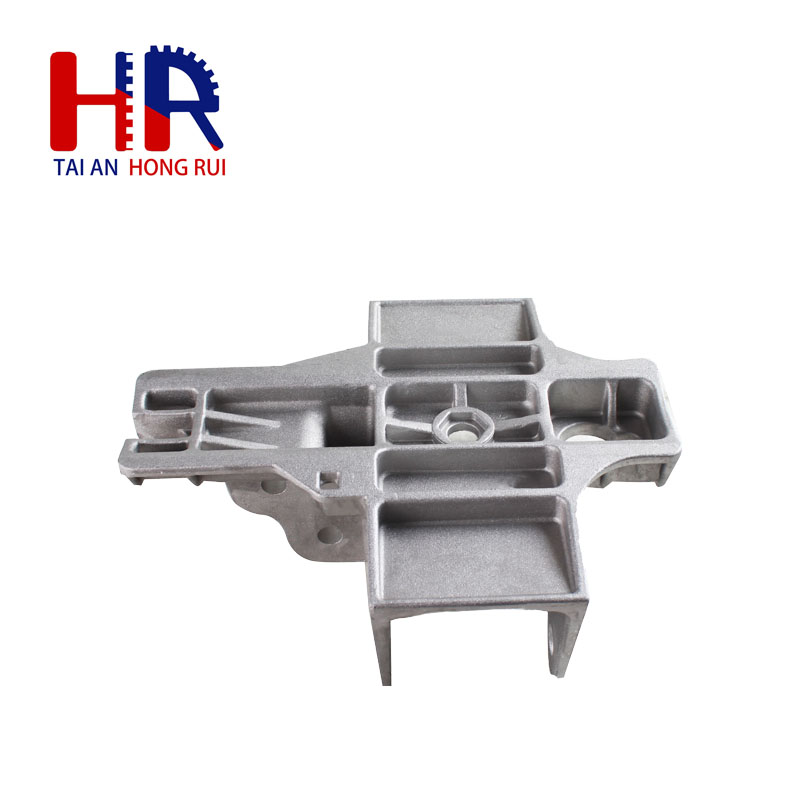
铝件在不同的地方有不同的叫法,如铝压铸零件、压铸铝零件、压铸铝件、压铸铝、铸铝件、铝合金压铸零件等。
由于金属铝及铝合金具有很好的流动性和可塑性,而且铸造加工是在有压力的铸铝件中铸造,因此铸铝件可以做出各种较复杂的形状,也可作出较高的精度和光洁度,从而很大程度的减少了铸件的机械加工量和金属铝或铝合金的铸造余量,不仅节约了电力、金属材料、还大大节约了劳动成本
铸铝件经导电氧化工艺处理之后,所获的氧化膜仍有优良的导电性能,这是其特有的性能,而且膜层的防护及装饰性能也很好,纯铝表面的膜层色彩比锌层彩虹色 钝化膜更雅致,具有较浅且均匀的细纹色彩,产品目前在市场上的需求越来越大,这和其具备的优势是分不开的以下就是一些优
1.铝的抗腐蚀性强,在环境温度下多表面氧化.如果铝件表面在做一些处理,比如电镀等,效果会更好.
2.铝的密度小,单位体积的重量要比铁和钢小很多,这样就可以减轻一些机械产品的单重,从而达到节约油料的作用,并降低成本.
3.铝的韧性好,可以进行铸造,拉伸,冲压,压铸等工艺,加工性能好.
总之,其优势很大,优点很多.那么单就铸铝件来说就有很多工艺,砂铸,浇铸,压铸,铝合金压铸等,有的产品适合某个工艺,有的产品同时适合几种工艺。