鸿图志展锐意进取

15065800007
15065800007

近年来我国的铸铝件产值不断上升,工业开展在、十分迅速,这主要是得益于我国得天独厚的商场优势。
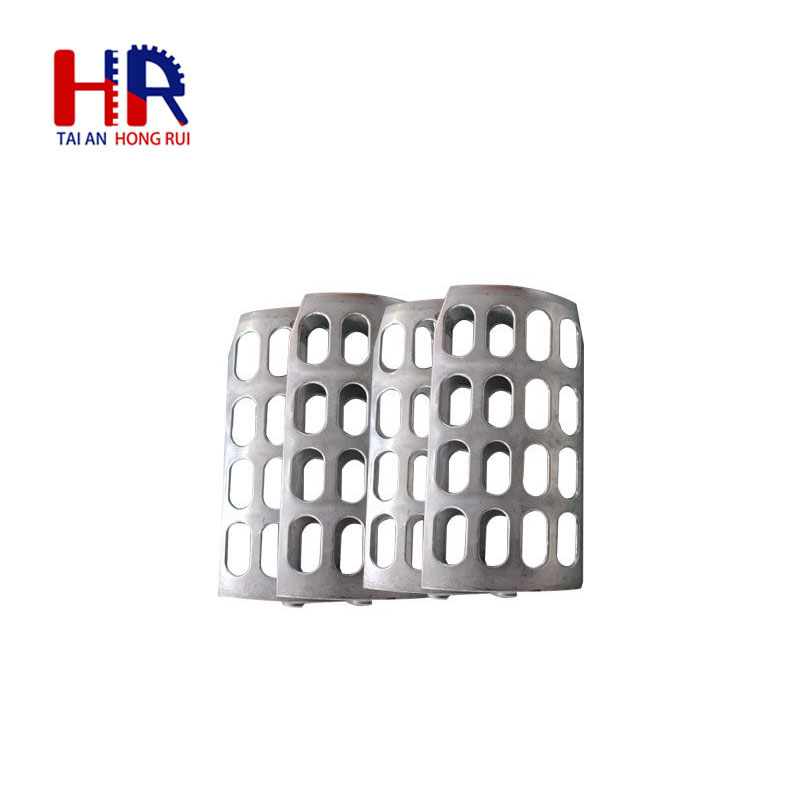
众所周知,铸铝件厂家生产的铸铝件使用广泛,特别是在轿车工业中铸铝件的需求量十分大。我国的轿车工业近年来迅速开展并强大,铸铝件的需求量正在迅猛提升,但是这大大促进了我国铸铝件工业的开展。
压力铸造工艺的许多特色使其在进步有色金属合金铸件的精度水平、出产功率与表面质量等方面显示出了巨大优势。跟着轿车与摩托车等工业的开展,以及进步压铸件质量节约能耗和下降污染等规划要求的完成,且有色金属合金压铸件、特别是轻合金压铸机的使用范围在快速扩张。上述在以上趋势的带动下,使我国铸铝件工业开展强大的优势是十分显着的。
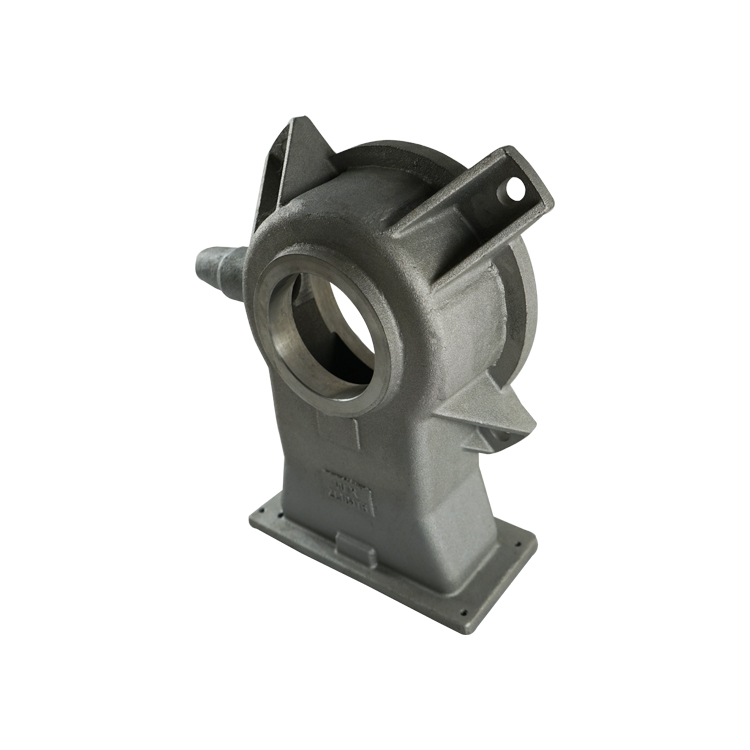
关于铸铝件机械功能的研讨大都停留在试验片、试验棒上,但对于制品功能有关的缺陷、安排、成分的固溶等因素的影响研讨还不行充沛,由此导致产品规划方面存在许多不安全因素。跟着对外开放的逐步频频,规范中的铝合金成为国内普片选用的一种主要压铸原料。所以,开展对以合金为代表性的材料的材质、主机和机械功能的分析、研讨是有必要的。而铸铝件就依照规范中的铝合金作为压铸主要原料中的一种。
铸铝件的强度及材质对质量的影响进行论述,特别是镁、硅、铁成分对机械功能的影响进行分析。镁的增加抗拉强度基本不变;而铜的增加其抗拉强度有增大的趋势。硅能显着改进流动性,但硅对切削性有害。铁的影响基本上市增加硬度、下降延伸率及冲击韧性。