鸿图志展锐意进取

15065800007
15065800007

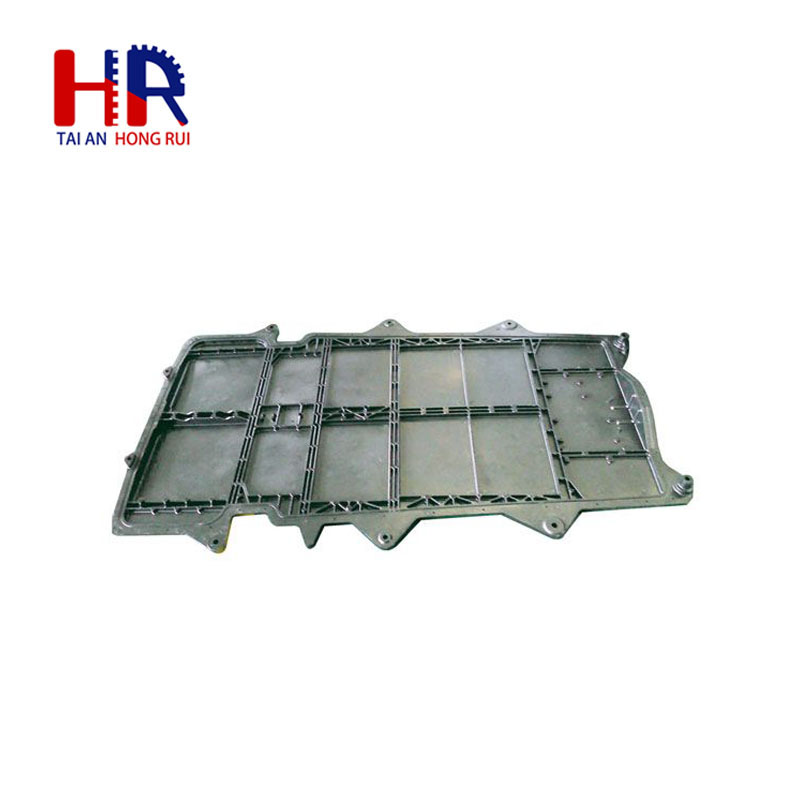
铸铝是以熔融状态的铝,浇注进模具内,经冷却形成所需要形状铝件的一种工艺方法。铸铝所得到的铸件,称为铸铝件。
铸铝件的成本低、工艺性好、重熔再生节省资源和能源,所以这种材料的应用和发展持久不衰.铸铝件铸造轻合金由于具有密度小、比强度高、耐腐蚀等一系列优良特性,将更广泛地应用于航空、航天、汽车、机械等各行业.特别是在汽车工业中,为降低油耗提高能源利用率,用铝、镍合金铸件代替钢、铁铸件是长期的发展趋势.其中着重解决操作简便的精炼技术,变质技术,晶粒细化技术及炉前快速检测技术.为进一步提高材料性能、更大限度发挥材料的潜能。
铸铝件加工前的准备:
1.温度控制,确定保温炉、在线除气箱、过滤和铸铝前端的温度控制;
2.结晶器的光亮度、放置方向导锭头的方向和无聊状态;
3.调试冷却水,检查水温;
4.合金生产、标准技术参数认可等。,这些都是铸铝件不容忽视的操作环节;
5.转注槽、铸造槽、漏斗(分配袋)、控制筏、渣箱和物品的加热和干燥状况
铝液转注过程中各对接口、事端流口的密封和事端箱的到位、容量和干燥状态;
7.铸铝传动控制系统包括液压和外观的运行和显示;
8.铸铝件的准备应有针对性,并根据合金、标准和生产质量存在的问题制定相应的方法。