鸿图志展锐意进取

15065800007
15065800007


铸铝件加工的主要修补工艺,在进行操作的过程中主要**是母材和填充材料之间有效的利用其原子扩散有效的将他们粘黏起来,使用这种方法来对铝铸件的表面进行修补,不管是在色泽度还是硬度方面修补得都很完善,不会出现细微的裂缝,能够达到比较高的工业要求,不仅修补效率高而且有着比较高的经济效益。
铸铝件在进行操作的过程其大部分都会有效的集中在其表面或者是内部,这两个部分会出现气孔和砂眼等,一般情况下使用传统的修复方式的话**是使用电焊机来进行修补,这种修补方式在焊接过后会使焊点的硬度过于偏高,容易使铝铸件的内部出现应力,容易产生变形和裂痕,焊接后还需要进行退火热处理才能达到要求。
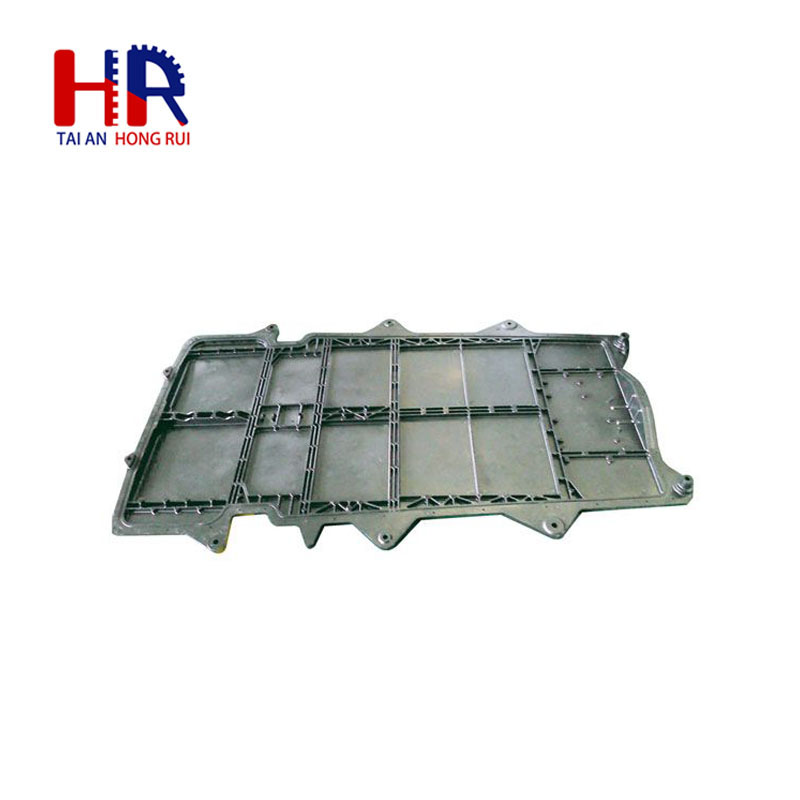
铸铝件在使用时对其物件进行修补磨损处的话,在进行使用时会因为在焊接的过程中会产生的热量是非常小的,主要是因为焊接修补出来的铝铸件基本没有硬点的产生,没有色差的影响,没有咬边和应力,以及没有裂痕的出现。板类铝铸件一般高度不高,但大平面面积较大。一般情况下壁厚较为均匀,铝铸件上筋板纵横交错。
铸铝件的安排疏松且空隙率高,这样**会必定程度上会含有多种金属和非金属的杂质,其阳极氧化膜质量是比较难确保的,铝铸件为了取得正常的氧化膜质量,防止阳极氧化膜染色后呈现白色斑驳。阳极氧化初期电压调至30V左右,此刻的电流密度约在2~2.5A/dm2,待3~5min之后调回正常的阳极氧化电压,阳极氧化50min,然后经充沛清洗即可染出较为满意的氧化膜,白色斑驳根本消失。
铸铝件上稍有缺乏的当地是铸件若有螺孔,则有或许稍有扩大,故要操控大电流密度,高电压的阳极氧化时间,并防止阳极氧化溶液的温度过快升高。继续生产时,阳极氧化溶液要采纳冷却办法。一般铸铝件的壁厚能满意喷丸时压力要求的,选用较大压力有利进步喷丸质量要求,经过揉捏到达闭合孔隙、缝隙的效果,并能进步铸铝件外表的强度和整齐性。