鸿图志展锐意进取

15065800007
15065800007

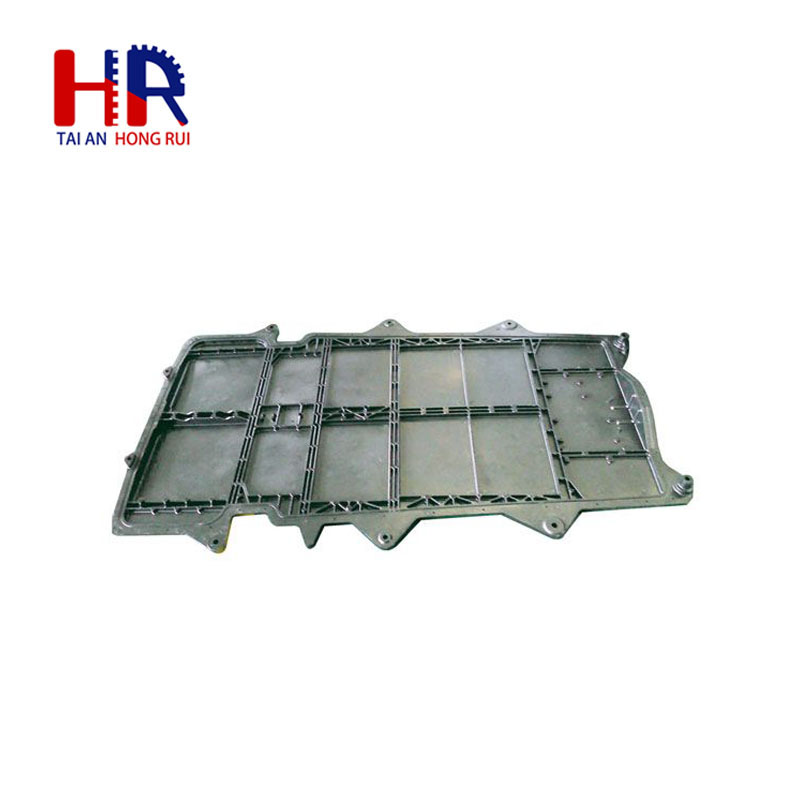
山东铸铝件具有优良的铸造性能。根据应用目的,零件形状,规格精度,数量,产品质量标准,机械性能等水平的标准和经济效益,可以确定合适的合金和铸造方法。铝合金铸件适用于铸造非发动机零件,例如发动机缸体,离合器壳体,后桥壳体,转向轴壳体,变速器,气门机构,高压油泵,水泵,摇臂盖,车轮,发动机框架,制动钳,液压缸和制动盘。
由于铝合金铸造操作过程中出现大的晶体结构,因此铸造过程中对这些晶体结构进行长时间的热处理和回火处理,才能保证制成的产品更加理想。但是,由于正确熔化时的温度接近低熔点晶体的熔点,因此在铸造时需要对这些晶体结构进行热处理和回火。如果正确处理铝合金铸造的加热,则需要进行适当的热处理和回火处理。选择加热炉和相关的仪器是很必要的,它们更容易调节温度以正确地监视和调节温度。只有这样,铝合金铸造的效果才能更好。
铝合金铸件一般是金属压铸件,根据零件的不同,会有不同数量的砂芯,结构简单不能使用砂芯。铝合金铸造分为重力铸造,低压铸造和压铸(高压)。砂芯通常用于重力铸造和低压铸造。高压压铸中不允许使用砂芯。注射成型不适用于铝合金铸造,通常适用于塑料零件。
因为由铝合金生产的产品的强度比其他铸造方法的强度更高,所以相同尺寸的产品将更轻。因此,在当前市场中,铝合金的普及度特别高。但是,在选择铸件时,须注意其是否符合相关的生产标准。如果存在某些缺陷,则须重新加工此类铸件,然后才能投入生产。否则,可能会缩短产品的使用寿命。