КшЭМжОеЙШёвтНјШЁ

15065800007
15065800007


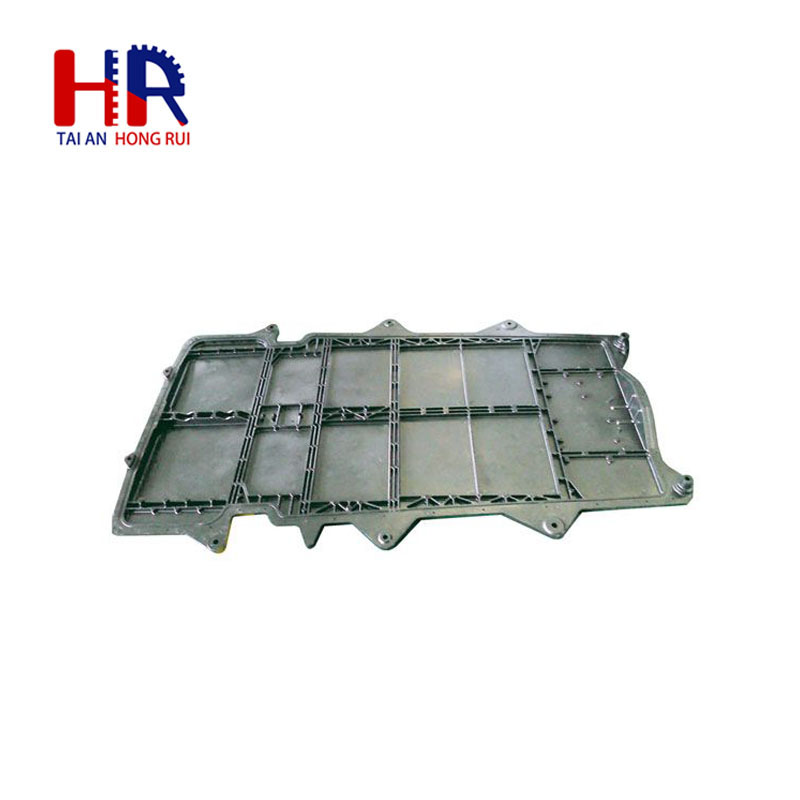
ж§ТСМўПЩвдБЛжЦдьЮЊЦћГЕХфМўЁЂЦћГЕЗЂЖЏЛњЙмМўЁЂПеЕїХфМўЁЂЦћгЭЛњЦјИзИзИЧЁЂЦјУХвЁБлЁЂЦјУХжЇзљЁЂж§ЕчСІХфМўЁЂЕчЛњЖЫИЧЁЂПЧЬхЁЂБУПЧЬхЁЂНЈжўХфМўЁЂзАЪЮХфМўЁЂЛЄРИХфМўЕШЕШСуМўЁЃЫцзХЙњФкжЦдьзАБИвЕЗЂеЙЫЎЦНЕФВЛЖЯ**ЃЌбЙж§ЛњЕФзАБИЫЎЦНвВЯджј**ЃЌПЩвджЦдьЕФСуМўжжРрвВдкВЛЖЯЕУЕНРЉДѓЃЌбЙж§ГіРДЕФСуМўЕФОЋЖШЁЂСуМўЕФИДдгГЬЖШвВЕУЕНСЫНЯДѓЕФЬсЩ§ЁЃ
ж§ТСМўМгЙЄЪБВСЩЫЮЪЬтЪЧФбвдБмУтЕФЁЃЬиеїЪЧЫГзХЭбФЃЗНЯђЃЌгЩгкН№ЪєеГИНЃЌФЃОпжЦдьаБЖШЬЋаЁЖјдьГЩж§МўБэУцЕФРЩЫКлМЃЃЌбЯжиЪБГЩЮЊРЩЫУцЁЃФЧУДетжжЯжЯѓЪЧШчКЮВњЩњЕФФиЃПвдЯТгЩж§ТСМўМгЙЄГЇМвЮЊФњНщЩмРЩЫУцВњЩњдвђвдМАНтОіЗНЗЈЁЃ
ж§ТСМўМгЙЄЪБРЩЫУцВњЩњдвђЃК
1ЁЂКЯН№еГИНФЃОпЁЃ
2ЁЂТСКЯН№жаКЌЬњСПЕЭгк0.6%ЁЃ
3ЁЂж§МўЖЅГіЦЋаБЃЌЛђаЭаОжсЯпЦЋаБЁЃ
4ЁЂаЭаОЁЂаЭБкгабЙЩЫКлЁЃаЭБкБэУцДжВкЁЃ
5ЁЂаЭаОЁЂаЭБкЕФж§дьаБЖШЬЋаЁЛђГіЯжЕЙаБЖШЁЃ
6ЁЂЭПСЯГЃХчЭПВЛЕНЁЃ
РЩЫУцНтОіДыЪЉЃК
1ЁЂаое§ФЃОпЃЌБЃжЄжЦдьаБЖШЁЃ
2ЁЂДђЙтбЙКлЁЃ
3ЁЂКЯРэЩшМЦННзЂЯЕЭГЃЌБмУтН№ЪєСїЖдГхаЭаОЁЂаЭБкЃЌЪЪЕБНЕЕЭЬюГфЫйЖШЁЃ
4ЁЂаое§ФЃОпНсЙЙЁЃДђЙтБэУцЁЃ
5ЁЂЭПСЯгУСПБЁЖјОљдШЃЌВЛФмТЉХчЭПСЯЁЃ
6ЁЂЪЪЕБдіМгКЌЬњСПжС0.6~0.8%ЁЃ

ПьЫйЕМКН
ВњЦЗСаБэ
ИпбЙПЊЙиХфМў ЛЅИаЦїХфМў ЦћГЕХфМў ВЃСЇЯЫЮЌаавЕЩДГЕХфМў ЫїЕРТжЁЂЦЄДјТж ЕчШнЁЂЕчПЙЦїХфМў ЗЂЕчЛњТСЗчЩШ ЛњПЧЖЫИЧЯЕСа ЗЈРМРр ЦфЫћ
СЊЯЕЮвУЧ
СЊЯЕШЫЃКаЛзм
ЪжЛњЃК15065800007
ЕчЛАЃК0538-6513988
ЕижЗЃКЩНЖЋЪЁЬЉАВЪаЪЁзЏЙЄвЕдА